Sub-categories
Choose a sub-category to view machines.
 CONVEYORS
CONVEYORS
Belt Conveyors
1 machine
 CONVEYORS
CONVEYORS
Slatted Conveyors
1 machine
 CONVEYORS
CONVEYORS
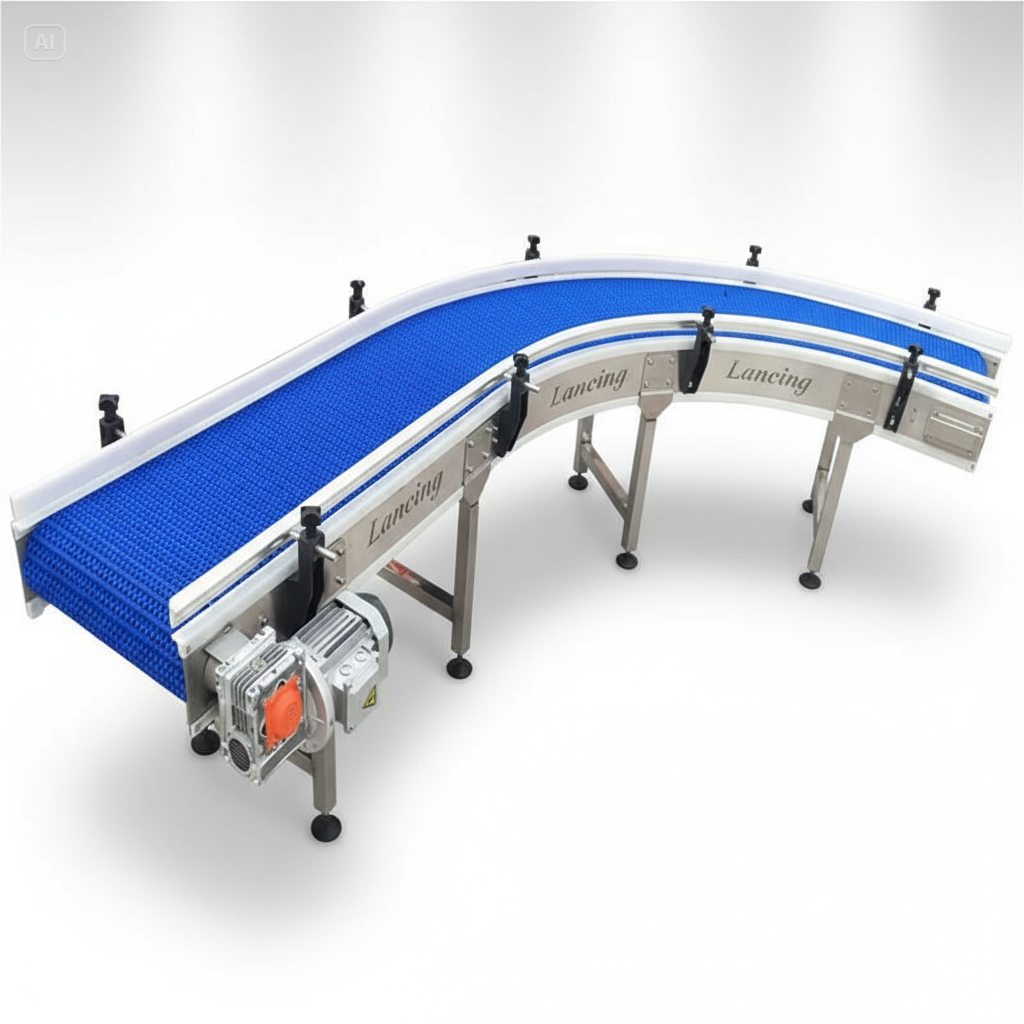
Curved Conveyors
1 machine
 CONVEYORS
CONVEYORS
Infeed Conveyors
0 machines
 CONVEYORS
CONVEYORS
Incline Conveyors
1 machine
 CONVEYORS
CONVEYORS
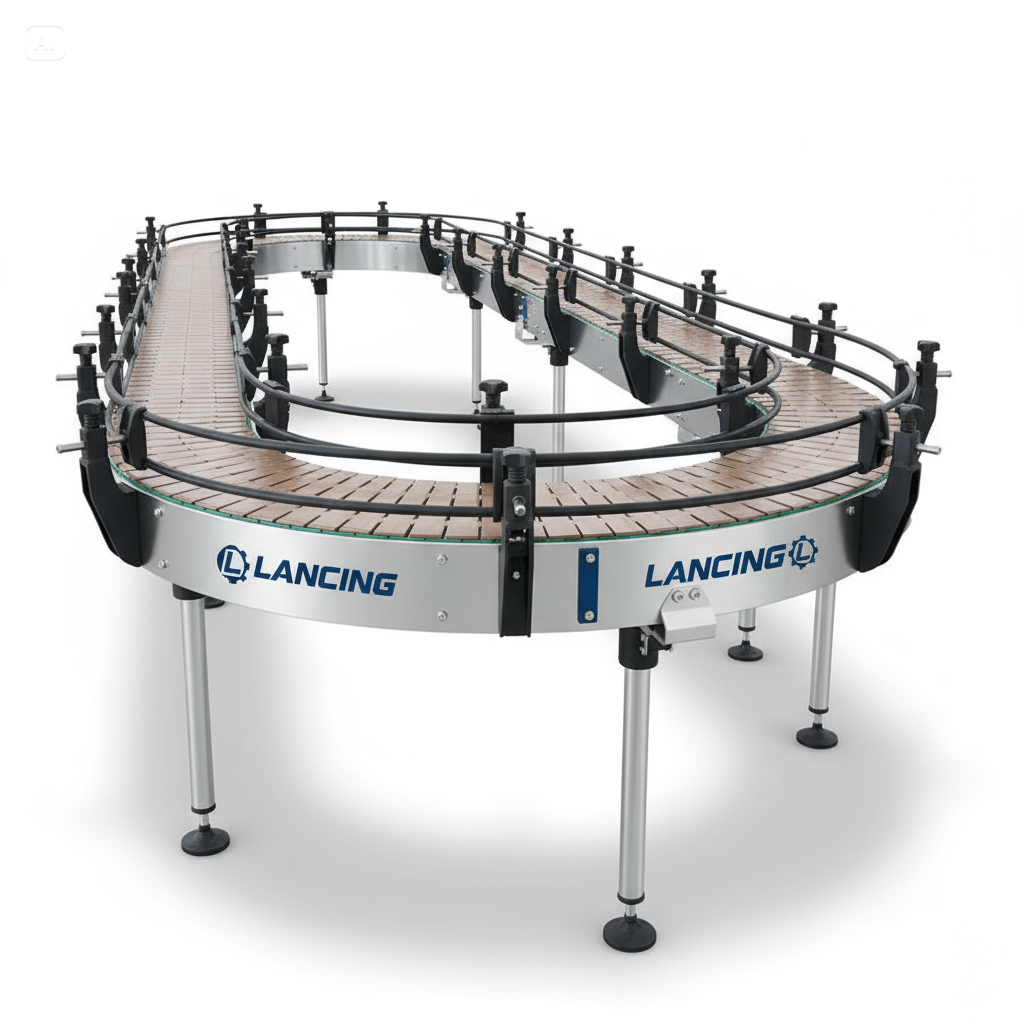
Rotary outfeed
1 machine
 CONVEYORS
CONVEYORS
Printing and Coding
0 machines
 CONVEYORS
CONVEYORS
Automatic Lines
1 machine
CONVEYORS
Bowl Feeding
1 machine